RQVSRCAN總線時效系統(tǒng)原理:
?就是給工件施加一個與工件固有頻率存在一定關系的周期激振力 ,工件獲得適當大小的外部動應力,工件內部產生微觀的塑性變形
,使造成殘余應力的歪曲晶格被逐漸恢復平衡狀態(tài),晶粒內部的位錯逐漸滑移并重新纏繞釘扎
,工件殘余應力得以消除和均化
,工件尺寸精度達到穩(wěn)定狀態(tài)。
?殘余應力產生于焊接、鑄造、冷熱校直
、熱處理和機械加工等工序之后,它不僅影響工件機械強度的發(fā)揮
,而且容易使工件產生變形
、開裂
,影響工件的尺寸和設備精度
。為了解決殘余應力問題,一般采用自然時效
、熱時效、振動時效
、捶擊等方式來消除殘余應力
。
優(yōu)勢:
1、生產周期短,效率高。
一般20分鐘左右就可以處理一批工件;
2、無過振現(xiàn)象,采用頻譜分析技術,避免振前 、振后掃描產生過振現(xiàn)象
。
3、費用低 ,處理一批工件僅需要一
、兩度電。
4 、經處理的工件尺寸穩(wěn)定性較熱處理更好,抗變形能力比熱時效提高10%到50%
;
5、無熱時效出現(xiàn)的工件氧化皮現(xiàn)象 ;相對熱時效節(jié)能
,環(huán)境無污染
;
6 、方便快捷,可就地對工件進行時效處理
。
7、可通過CAN總線與機器人聯(lián)網,實現(xiàn)智能化、無人化生產。
RQVSRCAN總線時效系統(tǒng)特點:
1、采用64位工控機用于數(shù)據處理和顯示,運行速度快,輕松實現(xiàn)大運算量的數(shù)據分析、運算,進行傅里葉轉換和運算更加輕松,真正實現(xiàn)了實時控制和處理效果的實時動態(tài)監(jiān)控采集。
2、采用CAN總線技術,將各控制、信息采集單元連接于總線上,實現(xiàn)實時采集和控制,信息采集和處理更加精準,避免數(shù)據延時失真。
3、良好的人機對話功能,舉報各種提示和防錯功能。
4、系統(tǒng)自動判斷判定工藝參數(shù),減少人員干預。
5、海量數(shù)據存儲功能,可存儲10萬條以上處理數(shù)據,并帶報表功能,便于積累工藝經驗。
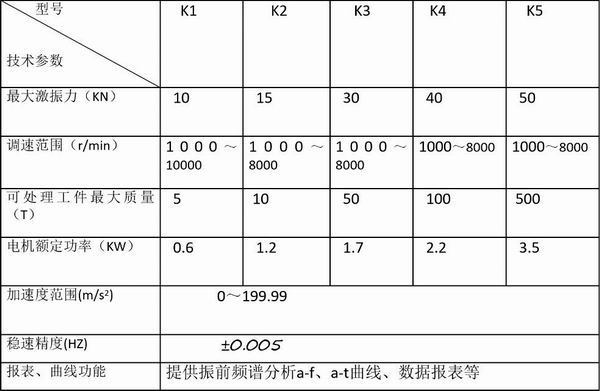
RQVSRCAN時效系統(tǒng)技術參數(shù):
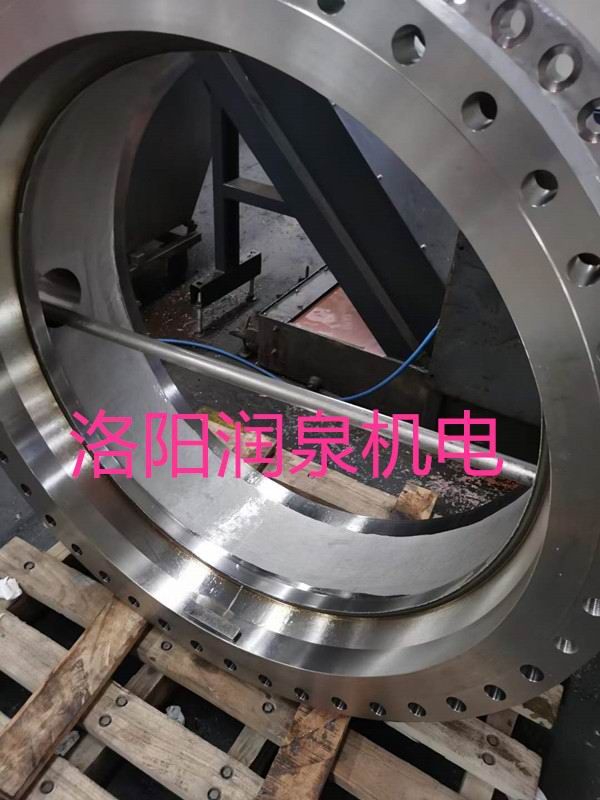
三偏心蝶閥采用CAN總線時效系統(tǒng)時效處理


閥門行業(yè)
閥桿、閥芯
、閥門密封面
、低溫閥腔體、閥門腔體臺階孔
、錐面等應用,二次裝夾無需找正
,一次加工粗糙度Ra0.1微米以下。
液壓行業(yè)
活塞桿、液壓缸
、工作缸
、低壓缸
、六面頂壓機鉸鏈梁
,鏡面效果清晰可見,增加表面耐磨性
、耐腐蝕性、提高工件壽命
。
小內孔加工領域
小內孔加工5毫米以上,有效解決小內孔粗糙度難題
。
礦山機械行業(yè)
大型水泥礦山機械、外圓內孔應用
,使用簡單方便
,節(jié)省人力物力,加工效率高
、效果好
,粗糙度由Ra6.3微米降低至Ra0.2微米
。
應用案例






 服務熱線:
服務熱線:
 立即訂購
立即訂購









 電話
電話 微信
微信
 留言
留言